


喻晗,陈涛
喻晗:东风格特拉克汽车变速箱有限公司 Dongfeng GETRAG Transmission Co., Ltd. 湖北武汉 430058
陈涛:东风格特拉克汽车变速箱有限公司 Dongfeng GETRAG Transmission Co., Ltd. 湖北武汉 430058
摘要: 本文介绍了一种应用局部挤压工艺来改善 DCT150 变壳铸件密封性能的过程,通过改进实例,体现了在特定铸件结构和产品质量要求的前提下,局部挤压技术在当前铝合金压铸工艺中的独特优点,为类似铝合金压铸件内部质量改善提供一定参考。
关键词:铝合金压铸 局部挤压
引言:
随着汽车轻量化、节能化发展,动力总成对发动机、变速箱等关键部件结构及功能技术要求愈加严苛。正是在这种背景下,东风格特拉克研发制造的 6 速双离合变速箱 6DCT150应运而生。该变速箱特点是轻量、低扭、结构紧凑。相应的,其铝合金压铸壳体结构也更加紧凑复杂。为使壳体合格率达到预期要求,仅靠传统的压铸工艺和模具设计是不够的。而当前对于结构复杂的铝合金压铸件,局部挤压工艺具有独特优势,可有效减少铸 件厚大部位缩松,改善内部质量。本文阐述了一种局部挤压工艺在 DCT150 变壳压铸过程的应用。
DCT150 变速箱壳体简介:
1、毛坯:
毛坯重量:7.15Kg
产品平均壁厚 3.5mm。油道区域局部壁厚 12mm。毛坯外形参考图 1-图 2。
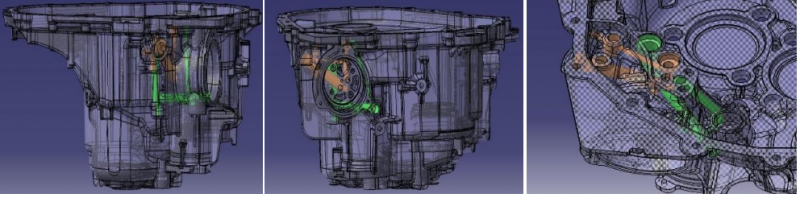
2、成品:
共 4 组高压油道,油道深度 80mm-120mm。 油道分布如图 3-图 5 着色部分。 3、技术要求: 4 组油道测试压力/泄漏值要求高,与同类竞品相比技术难度高。
图 1-2
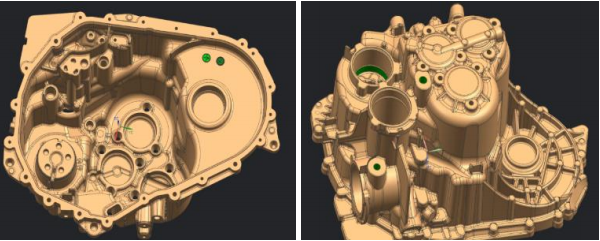
图 3-5
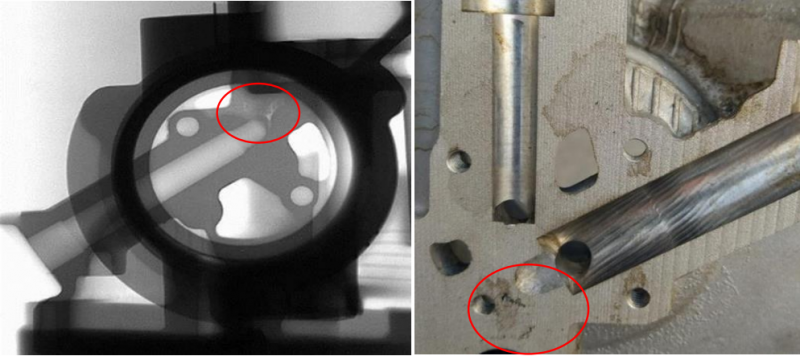
缺陷分布:DCT150 变壳量产初期,气密测试合格率不足 70%,泄漏部位分布如下:
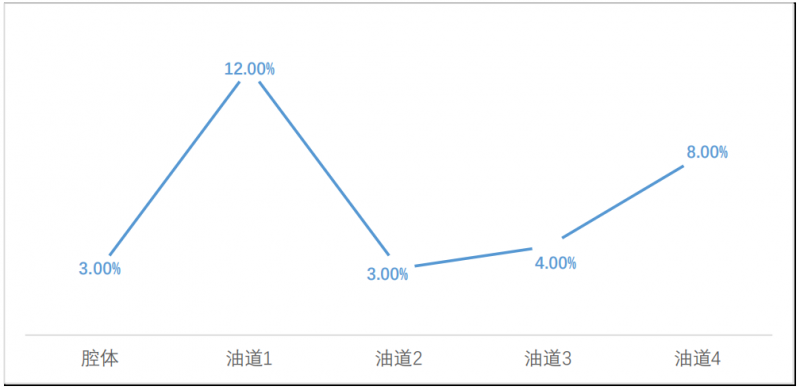
缺陷分析:基于产品壁厚分布特点及 CAE 分析结果,将毛坯内浇口设置在 4 组油道近处较合理,但由于油道位置集中,油道深度 80-120mm,是整个产品壁厚最厚的部位,因此该部位收缩率高,极易产生缩孔/缩松。毛坯实物剖切结果也显示在油道 1 与油道 4 底部存在明显缩松。
分析产生缩孔的原因可能如下:
I.合金液浇注温度过高;
II.压射过程增压压力不足;
III.余料饼过薄,补缩效果不好;
IV.内浇口厚度不足;
V.铸件结构不合理,有热节部位;
VI.铸件的壁厚变化大;
VII.模温过高。
对以上可能原因进行逐一确认,最终确认导致产生缩孔的要因如下:
V.铸件结构不合理,有热节部位;
VI.铸件的壁厚变化大;
VII.模温过高
前两条的改善方案为减小壁厚、改善结构,该方案考虑在复制模上实施。针对在制模具,采取在油道 1 预铸芯设置点冷的方案,改善模温过高问题。点冷方案实施后,生产时热节部位模温降低至 200~210℃。后组织加工验证 60 件,气密结果没有明显改善。因此需要考虑其他方案。
结合实际模具结构,油道 1 预铸孔为侧面抽芯结构,且预铸型芯较长(70mm),我们考虑使 用局部挤压工艺,改善油道底部缩松。
具体实施方案如下:
1、 调整抽芯结构插入信号为两段插入,并为第二段插入设置适当挤压延时;
2、 适当增加插芯长度。
按此方案,插芯动作如下:
第一段插芯动作在合模前完成,起预铸作用;压射过程达到设置好的挤压延时后,进行二段插芯,此时模腔内铝液处于冷凝状态,启动二段插芯并保压持续一段时间,此段插芯动作起 到挤压补缩作用。

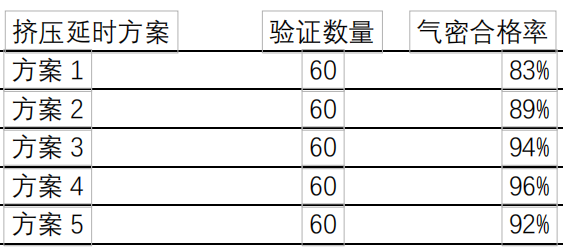
以上方案中,对挤压效果起到决定性影响的因素包括:1、挤压延时;2、挤压持续时间;3、挤压行程。其中挤压持续时间固定,由挤压启动到压铸结束;挤压行程按照CAE分析/实物收缩体积计算出约为12mm。接下来,为充分验证最合理的挤压延时,我们按经验先给出一个较大的延时范围,再按一定的时间间隔进行分组,分别验证各组挤压延时的改善效果,以加工验证60件的气密检测结果为准,结果如下:
泄漏部位、不良率分布如下:
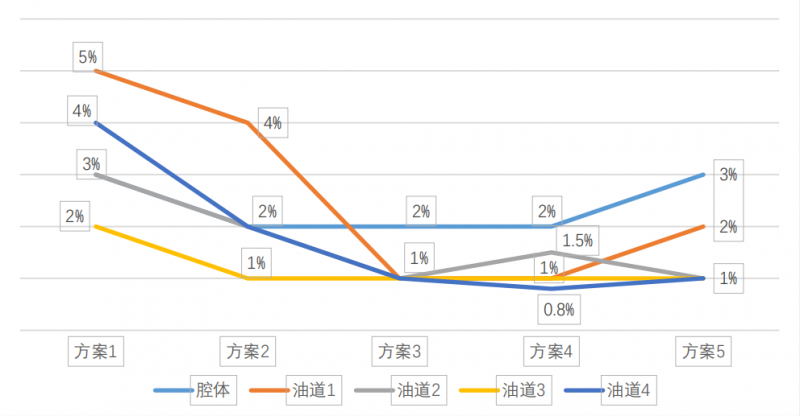
从以上5组验证可以看出,方案3、4效果最好。因此,选择这两组延时时间再做批量生产验证,经过为期1个月的验证,这两组延时的毛坯合格率以及泄漏不良率分布分别如下:
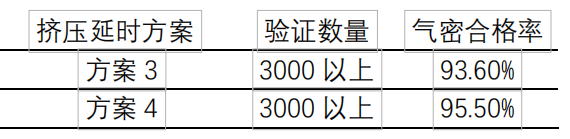
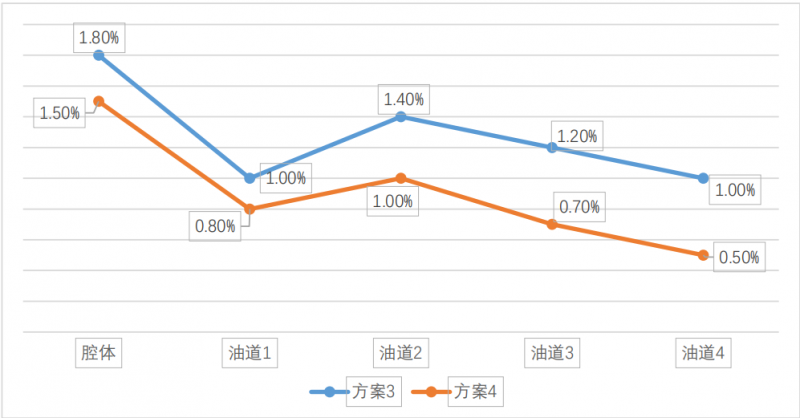
根据以上验证结果,可以得出的结论是:
1、此二段插芯挤压方案对改善零件气密性能有显著效果;
2、二级挤压延时采用方案4效果更好。
因此最终将挤压延时固化为方案4的延时。
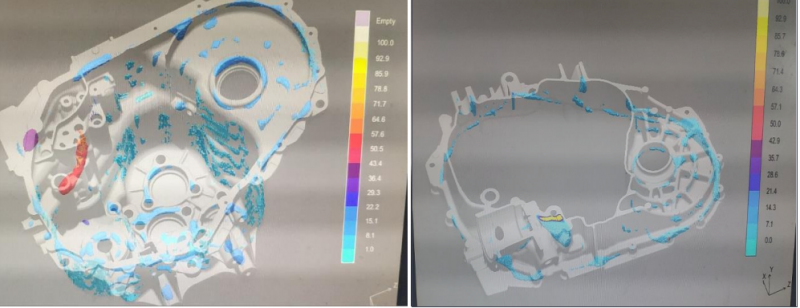
在此工艺条件下,从日常探伤以及剖切抽检情况来看,相较以前有明显改善,以下为改善前、后探伤、剖切图片对比:
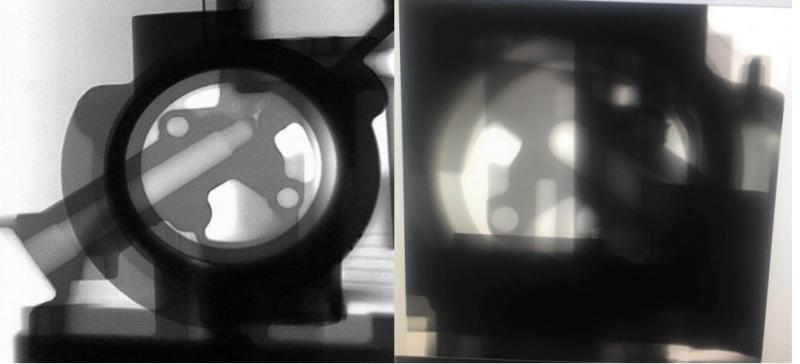
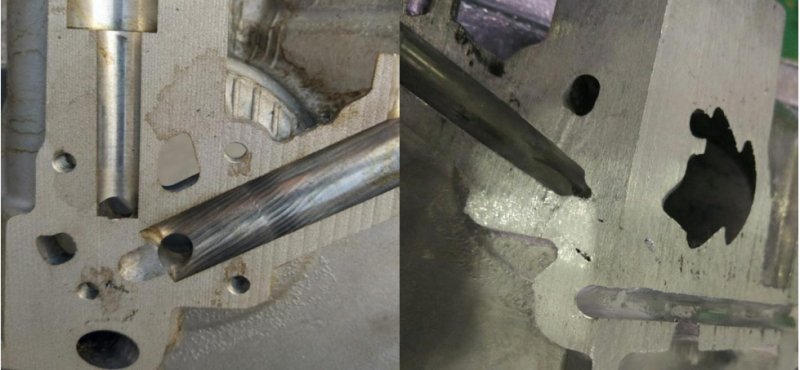
改善后

总结:通过采用局部二级挤压工艺,有效改善了量产初期DCT150变壳油道1/4泄漏比例高的问题,将气密合格率由70%水平提升到95%水平。
本文介绍了一种局部挤压工艺在改善压铸件局部厚大部位内部质量的成功应用案例。自DCT150壳体项目量产以来,目前已经成功应用了不少先进工艺和新颖的模具设计方案,例如冷铝镶嵌、真空压铸、高压点冷、局部挤压等。正是由于这些新技术的成熟应用,才让DCT150壳体合格率顺利从90%提升到95%,再达到98%的行业领先水准。



