


铝合金强化技术的研究现状及展望
Study Reality and Prospect of Aluminum Alloy Reinforcing Technology
Abstract: Recent research and prospect of aluminum alloy reinforcing technology are discussed. Several aluminum alloy reinforcing technical processes are described, including vortex stirring casting method, pressure casting method, injection molding method, direct contact reaction casting method, grain refining reinforcing method, and so on. The development situation and application of aluminum alloy reinforcing technology at home and abroad are introduced, the aluminum alloy material prospects for development are forecasted.
Keywords: aluminum alloy, reinforce technology, vortex stirring casting method, grain refining reinforcing method
0引言
铝及其合金密度小,耐腐蚀,有一定强度,塑性好,可加工成板、箔、管、棒、型、线、粉和锻件等,容易进行表面处理,因而广泛用于建筑业、容器包装业、交通运输业、电气电子工业、机械制造业、航空航天和石油化工等各工业部门及人们日常生活之中。其用量之多,范围之广,仅次于钢铁,是第二大金属。铝材的应用发展很快,1980年世界铝消费量为1532.6万t,其中铝材约为1056.5万t,1989年铝消费量增加到1805.7万t,1996年为2400.1万t,2003年为3210.5万t,即比1980年增长2倍以上,其中铝材估计为1250万t。近10多年来,我国铝加工工业迅速发展,铝加工厂纷纷引进国外先进技术和设备,努力开发铝材新品种、扩大铝材新用途、发展铝材深加工,使我国铝材的应用领域发生了巨大的变化,使用量迅猛增长。在20世纪80年代以前,我国铝材主要用于航空、军工、机械和电力等工业部门;进入80年代以后,我国建筑铝型材、容器薄板和包装铝箱剧增,铝材的应用扩展到各行各业,铝加工厂的铝材深加工也有很大发展。1980年我国铝消费量约为5209万t,其中铝材约2907万t,1992年铝消费量继续攀升。近年来,随着航空航天等工业的发展,极大地推动了铝合金的研究和应用,特别是颗粒增强铝合金材料由于具有优良的力学性能和加工性能而备受人们的关注。尽管铝合金得到了广泛应用并且发展迅猛,但其基础理论的研究仍相对薄弱,如增强机制的研究。
本文综述了目前铝合金强化技术的研究现状和进展,分别阐述了铝合金的几种强化技术,重点介绍了细晶强化及其增强机理。简述了几种铝合金强化技术工艺,包括旋涡搅拌铸造法、压力铸造法、喷射铸造法、熔铸直接接触反应法、细晶强化法等。简介了国内外铝合金强化技术的发展概况以及铝合金强化技术的应用,同时展望了铝合金材料的发展,希望对进一步开发铝合金能起一定指导作用。
1 铝合金强化技术
1.1旋涡搅拌铸造法
德国汉诺威激光中心实验室针对不同脉宽的激光器加工质量做了对比,通过加工大量半导体材料,分析了脉宽对加工质量的影响。实现了使用飞秒、皮秒、纳秒激光在硅片上打孔,如图1所示。结果说明脉宽越小,越接近冷加工,加工质量越好。
自从熔铸法引入颗粒、晶须或短纤维增强铝合金以来,旋涡搅拌铸造法就一直受到人们的重视,其突出的优点是对设备要求低、工艺简单、易于实现。在石墨颗粒增强、SiC颗粒增强或Al2O3颗粒增强铝合金的制备中得到了成功运用。
为了消除颗粒在熔体中的偏析以及避免熔体激烈翻腾而大量吸入气体,可采用半固态下加入增强物的工艺规范,即先将熔铝温度升高到750℃,使铝熔化后,降温至固相线与液相线之间,搅拌熔体,并加入增强物。增强物的加入会使熔体的粘度增大,故随粘度的增大再适当升高温度。待增强物加完后,再升温至750~800℃,短时间急速搅拌,使颗粒均匀地分布在熔体中,浇铸成型。旋涡铸造过程中产生的吸气、疏松与缩孔,可以通过后续除气、热挤、热轧等工艺来提高复合材料铸锭的致密度和力学性能。
SiC颗粒增强Al-1%Mg合金的制造过程是将铝锭清洗后放入增强相(低碳钢质),400℃预热2h后,在保护气氛中升温至700℃左右,将铝熔化,再投入镁块,高速搅拌熔体使之形成高速流动的旋涡。在旋涡中心投入SiC颗粒,直至SiC颗粒的加入量达到12%~20%(质量分数)。加完颗粒后继续搅拌10~20min,把搅拌后具有良好流动性的混合熔体迅速倒入通水激冷的铸模。搅拌速度为950r/min,熔体温度为730℃左右,其工艺过程如图1所示。
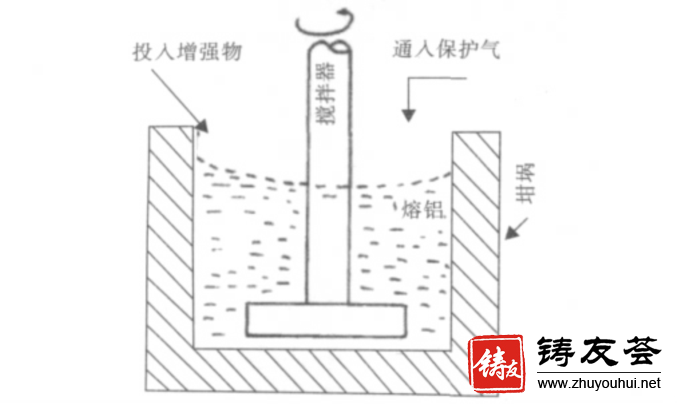
图 1 漩涡搅拌铸造法示意图
1.2 压力铸造法
压力铸造法是制备非连续增强铝合金材料的主要工艺,近年来得到了很快发展,在颗粒、晶须或短纤维增强的实用铝合金材料的制备中应用最多,且最为成功。因此,压力铸造法被认为是适合大规模生产铝合金材料特别是非连续增强铝合金的主要工艺之一。压力铸造法制备颗粒、晶须或短纤维增强铝合金的基本过程是首先把颗粒与晶须或短纤维制成预制块,再使铝或铝合金液在压力作用下渗入到预制块内,制备成复合材料。
碳化硅晶须增强铸铝合金(ZL109)的压力铸造工艺过程是首先把市售商品的SiC晶须进行过滤,然后在一定压力下使其成型,制备成具有不同体积分数的预制块。把压铸模与预制块分别预热(晶须预制块的预热温度为973K、模具的预热温度为573K)后,往模具中浇入温度为1033K的铝合金熔体,在12MPa的压力下保压1min,使液态金属在压力作用下渗入到碳化硅晶须预制块中,并充满整个预制块空间,最后凝固成复合材料,其工艺过程如图2所示。
压力铸造法最早是用于制备纤维增强复合材料,后来逐步发展到用于制备颗粒与晶须或短纤维混合增强材料。纯颗粒增强复合材料用预制块再压铸来制备,工艺难度相对较大,主要是制备颗粒或粉末的预制块比较困难,其强度不高,预制块在压渗过程中易崩塌,而且金属熔体不易充分地渗入到颗粒或粉末预制块内。最近的研究表明,通过增大压力的方法(比金属熔体渗透纤维或晶须预制块时所使用的压力大5~10倍),可以实现熔铝在粉末或颗粒预制块中的渗透。
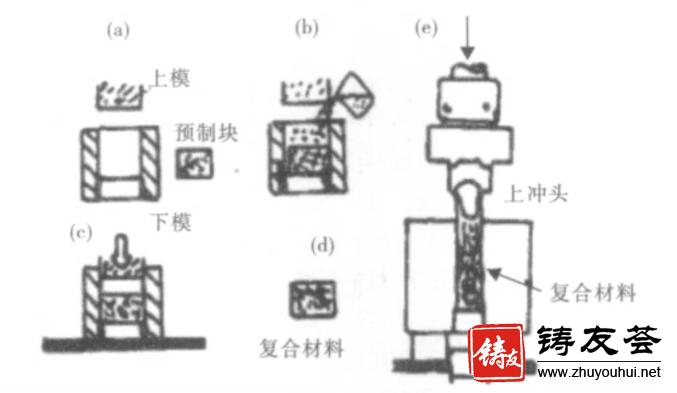
图 2 压铸过程及设备示意图
1.3 喷射铸造法、快速凝固法和接触反应法
压力铸造法是制备非连续增强铝合金材料的主要工艺,近年来得到了很快发展,在颗粒、晶须或短纤维增强的实用铝合金材料的制备中应用最多,且最为成功。因此,压力铸造法被认为是适合大规模生产铝合金材料特别是非连续增强铝合金的主要工艺之一。压力铸造法制备颗粒、晶须或短纤维增强铝合金的基本过程是首先把颗粒与晶须或短纤维制成预制块,再使铝或铝合金液在压力作用下渗入到预制块内,制备成复合材料。
喷射铸造法或共喷射铸造法也称喷射弥散法,是一种在惰性气体的推动下将金属熔体与增强颗粒共喷射来制备颗粒增强合金的方法。根据不同的工艺条件及工艺要求,可以使共喷射混合物在水冷的金属模具内直接成型,或对共喷射物进行连续轧制,还可以在水冷盘上得到中等尺寸的板材,也可以喷成铝包覆陶瓷颗粒粉末,用作粉末挤压或等静压的原料。与其它方法相比,喷射铸造法虽然出现较晚,但发展很快。共喷射过程中冷却速度很快,因此增强物/铝界面之间的有害的化学反应来不及完全进行;同时由于增强物在气流推动下高速射入熔体,所以对界面的润湿性要求不高,还可以消除颗粒偏析等不良复合现象。
清华大学全兴存等将常规熔铸工艺与快速凝固技术相结合,成功制备出Al-Ti合金。他们以纯铝、钛为原料,按一定比例混合,用石墨坩锅在真空感应炉内熔制并浇注成棒。以该圆棒为母材,采用快速凝固旋铸急冷工艺,经高温重熔,制备出快凝条带。该条带经剪碎、球磨、装罐后热挤压成棒材。该方法获得的Al-Ti自生复合材料中Ti的体积分数为14.5%,颗粒尺寸为0.2~1.0μm,一般呈聚集态分布,而且表现出较好的综合力学性能和强化效果。
哈尔滨工业大学等单位在SHS法和XD法的基础上开发了接触反应法。其工艺过程是先将铝粉、钛粉按一定比例混合均匀并压制成型,然后将其压入Al-Ti合金液中,随着Al-Ti压制块的温度升高,在一定温度下保温和精炼除气后,再用石墨棒搅拌,之后把合金液浇入金属型模具即制备出Al-Ti粒子弥散的合金材料。利用熔铸直接接触反应法所制备的Al-Ti合金具有较理想的组织和结构。
1.4 激光反应强化法
激光激波强化技术是近年来兴起的一种新型的表面强化技术,它利用高能量脉冲激光束辐照金属表面瞬间产生的激渡对材料进行改性,对提高航空铝合金的表面性能有显著效果。
激光冲击强化能大大提高金属材料的强度,改善其耐磨性和耐腐蚀性,延长金属零件的疲劳寿命,国内外很多学者做了这方面的研究,特别适合于受交变载荷作用的零件的强化。在激光冲击下,材料表面产生冲击坑,内部组织得到细化,产生残余压应力。无残余应力以及较小或没有腐蚀坑是材料内部组织性能优化的外在表现,与材料的力学性能有着密切关系。
1.5 晶粒细化及其研究现状
细晶强化作为一种特殊的强化手段,不仅提高材料的加工塑性,而且几乎不降低材料的导电率,因而具有相当广泛的应用,是一种最有发展前途的强化技术。
晶粒细化对提高铝及铝合金产品质量和成品率有极其重要的作用,而添加细化剂是细化晶粒最简便、最有效的方法。铝和铝合金存熔铸过程中进行的晶粒细化有许多优点,如可以提高铸造速度、减少裂纹、消除羽毛状晶和铸锭冷隔,给铸锭随后的塑性变形带来更大的“灵活性”以及改善铝铸件压力气密性等。
铝的晶粒细化通常是采用Al-Ti或Al-Ti-B中间合金(以下称Al-Ti,Al-Ti-B)实现的,但Al-Ti-B的晶粒细化效果比Al-Ti的好得多。典型的晶粒细化过程可突出地表现为以下几方面:①Ti含量大大低于包晶成分时就起作用;②中间合金开始起作用后的接触时间;③成核温度在熔点以上;④长时间保持后细化效果衰减和存在Zr时会“中毒”。显而易见,其中核心问题是确定怎样使铝成核。对此,研究者提出过各种理论,但这些理论又无法圆满解释这一问题。
Al-Ti-B对铝晶粒细化的极限晶粒度(UGS)约为100μm,因此限制了实际可获得的晶粒尺寸。细化剂制造厂的任务就是要提供“更清洁、更有效”、加入量少的晶粒细化剂。为此,要求晶粒尺寸分布更均整和成核能力更稳定,则可以采用以下两种方法来实现:①使盐夹杂物减至最小,因为它们能使晶粒粘结在一起形成聚集物;②快速冷却,预期可获得更好的初始显微组织。
在迄今所探讨的几种晶粒细化工艺中,适于制造大型板材的两种方法有用熔体轧制工艺轧制高锰铝合金和用温轧工艺轧制Al-Mg合金及Al-Zn-Mg-Cu合金,这样就能制备出比较实用的具有特殊性能的大型板材。在成形性的评价上,还期待着发现超级铝的新“超极特性”。
超低温轧制为使导入材料的应变尽可能不产生回复,采用在液氮温区加工,然后快速加热以形成超细晶。因不能控制轧辊温度,所以在轧辊出口处轧件温度升高到-50℃左右。虽然曾探讨过各种合金的超低温轧制与快速加热的组合工艺,但晶粒组织只能细化到7μm左右,与原设想相距甚远。
异步轧制通过改变上下轧辊的速度,对轧件施加强剪切应变,使之形成细晶组织。此工艺以无润滑轧制为前提,在铝及Al-Mg合金中得到了超细晶组织。目前正在探讨润滑环境下的可能性,以改善板面性状。
熔体轧制(铸轧)使熔体在一对水冷轧辊间冷凝并同时轧制,冷却速度可达300℃/s。在该项目中成功制备出锰含量为2.5%的高锰铝合金,通过适当地冷轧和热处理,获得了小于31μm的超细晶组织。
温轧生产大多数是在金属或合金常温组织的回复温度以上、再结晶温度以下的范围内进行的轧制过程,中间温度区间轧制的控制十分困难,虽有中间温度区轧制细化晶粒的事例,但未进行充分研究。该项目使用的几种铝合金详细地研究了中温轧制时的温度、加工量、加工速度,结果发现,在Al-Mg合金及Al-Zn-Mg-Cu合金中形成了小于31μm的超细晶组织,如7475合金,在某中温区间严格控制轧制工艺后,即使加热到480℃,也能保持小于31μm的超细晶组织,而在此温度下传统的加工材的组织晶粒很难保持在101μm以下。由此认为,具有如此优良热稳定性的细晶组织是一个划时代的成果。这种7475温轧材的塑性和强度都比传统加工工艺的好,尤其是耐应力腐蚀断裂性大幅度提高。在相当于屈服强度85%的负荷下,在3.5%NaCl溶液中反复进行浸渍和干燥,直至断裂,其温轧材料强度比传统加工材料提高了3倍多。另外,温轧材料还具有传统铝合金所没有的组织织构,这种温轧材的成形性也正在研究中。
2 各种强化方法的对比
以上综述了各种铝合金强化技术的优缺点以及适用范围。铸造法强化铝合金的方法中的漩涡搅拌铸造、压力铸造、快速凝固等都是通过特殊工艺自身形成增强颗粒,不需要从外部引入另外的质点。喷射铸造法是将金属熔体与增强颗粒在惰性气体的推动下共喷射,制备颗粒增强合金。喷射铸造法可以控制增强颗粒和金属熔体的比例,从而控制合金的强化过程。激光激波强化技术是近年来兴起的一种新型的表面强化技术,它利用高能量脉冲激光束辐照金属表面瞬间产生的激渡对材料进行改性,其可以通过控制激光或激光波的强度控制合金的强化。细晶强化作为一种特殊的强化手段,不仅能提高材料的加工塑性,而且几乎不降低导电率,因而具有相当广泛的应用,是一种最有发展前途的强化技术。通过对以上各种铝合金强化技术的分析,可以预测以后铝合金强化技术的方向,即通过设计合理的加工工艺,综合各种强化技术的优势,实现各种强化方法的集中优化使用,实现可自动化控制铝合金的强化过程和强化铝合金的性质。
3 展望
铝合金材料不但具有可设计性,而且具有很广阔的设计自由度,通过合理选择合金成分、晶粒尺寸以及制备工艺和参数,可以制备出性能优异的材料。细化晶粒是决定合金材料性能的关键之一,界面优化主要是通过控制界面反应来实现的。经过多年的研究和开发,已有部分金属合金材料进入了实际应用领域。
从目前的情况来看,铝合金材料的工业应用范围与其优异性能所具有的应用潜力并不相称。因为材料的强化过程受多个因素控制,除了这类材料与传统金属材料相比价格较高之外,铝合金材料的研究在以下几方面需要加强:(1)加强铝合金强化技术基础理论方面的研究;(2)优化材料强化工艺参数,设计新型材料强化技术,完善工艺过程控制;(3)研究铝合金复合材料强化机制,设计综合性能优良的新型铝合金材料。总之,铝合金有着非常好的综合性能,加强进一步深入研究会获得更广泛的应用。
参考文献:
|
[1]谢望平,汪南,朱冬生,王先菊. 相变材料强化传热研究进展[J]. 化工进展,2008,02:190-195. |
|
[2]陈剑锋,武高辉,孙东立,姜龙涛. 金属基复合材料的强化机制[J]. 航空材料学报,2002,02:49-53. |
|
[3]徐国建,钟立明,王虹,傅新皓,王志一,沓名宗春. 激光冲击强化铝合金焊接接头的性能[J]. 中国激光,2014,06:97-101. |
|
[4]王小娜,韩利战,顾剑锋. 铝合金时效析出动力学及强化模型[J]. 中国有色金属学报,2013,10:2754-2768. |
|
[5]张允康,许晓静,罗勇,宋涛,王宏宇,吴桂潮,张振强. 7075铝合金强化固溶T76处理后的拉伸与剥落腐蚀性能[J]. 稀有金属材料与工程,2012,S2:612-615. |
|
[6]鲁金忠. 激光冲击强化铝合金力学性能及微观塑性变形机理研究[D].江苏大学,2010. |
|
[7]苏学常. 铝合金的强化[J]. 轻合金加工技术,1996,09:2-5. |
|
[8]尤思航. 非热处理强化铝合金强度模型的研究[D].哈尔滨工业大学,2015. |
|
[9]张久文. 铝合金高压扭转变形及其强化模型[D].大连理工大学,2011. |



